КО. оборудования автоматизации Ханчжоу Цианронг, Лтд.
сфокусируйте на ультразвуковом применении, добросовестно выиграть клиентов







| Место происхождения: | Китай |
|---|---|
| Фирменное наименование: | QRsonic |
| Сертификация: | CE |
| Номер модели: | КР-Д2050А |
| Количество мин заказа: | 1 ЕДИНИЦА |
| Цена: | Negotation |
| Упаковывая детали: | Упакованный в деревянном случае |
| Время доставки: | 15 трудодней |
| Условия оплаты: | T / T, Western Union |
| Поставка способности: | блок 2000 в месяц |
| Имя продуктов: | ультразвуковая заварка металла | Частота: | 20kHz |
|---|---|---|---|
| власть: | 5000W | Напряжение: | 380V |
| Давление воздуха: | 0.05-0.9МПа | Размер генератора: | 540*380*150мм |
| Высокий свет: | ультразвуковой сварки,Ультразвуковые сварочные машины |
||
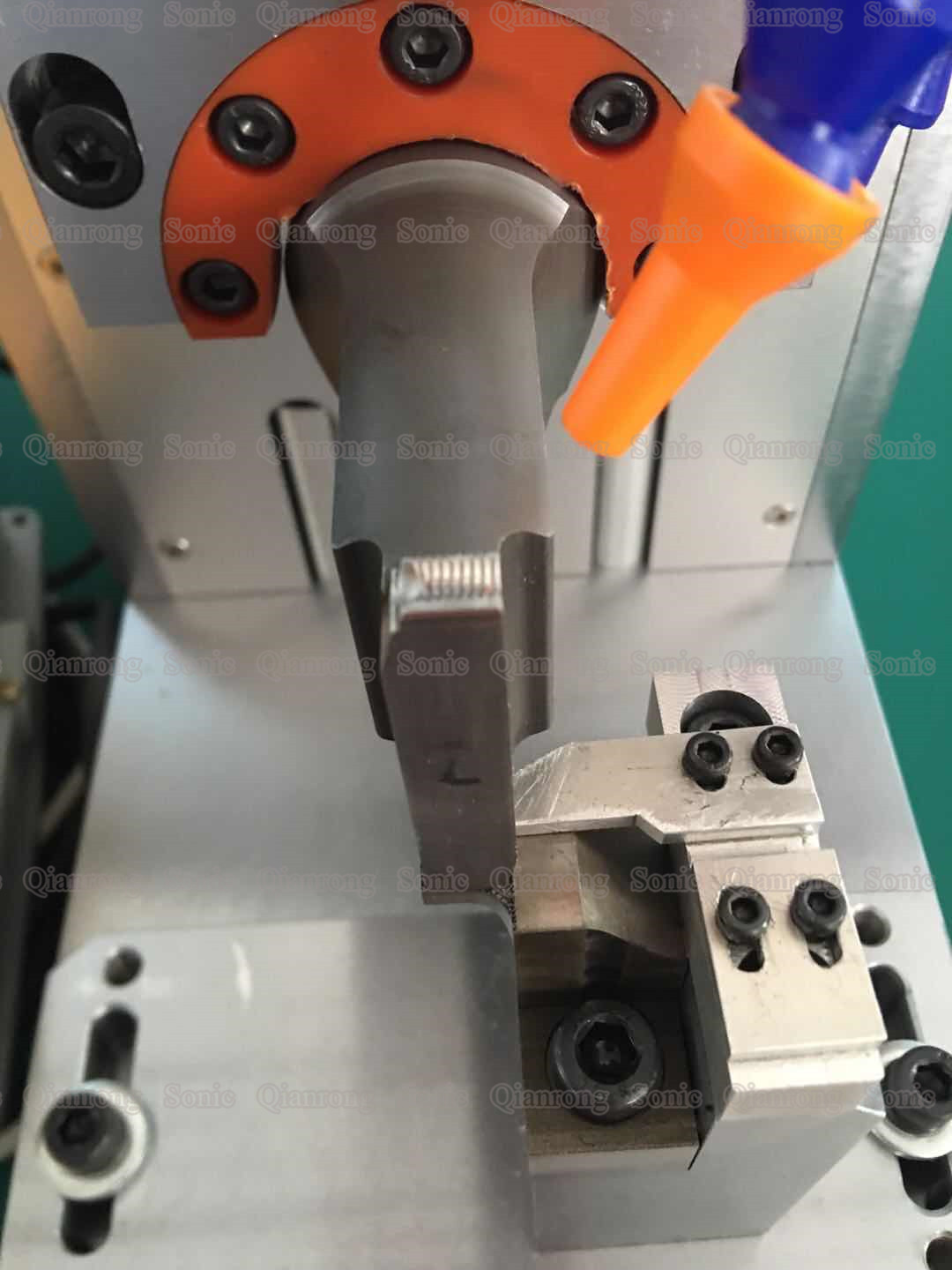
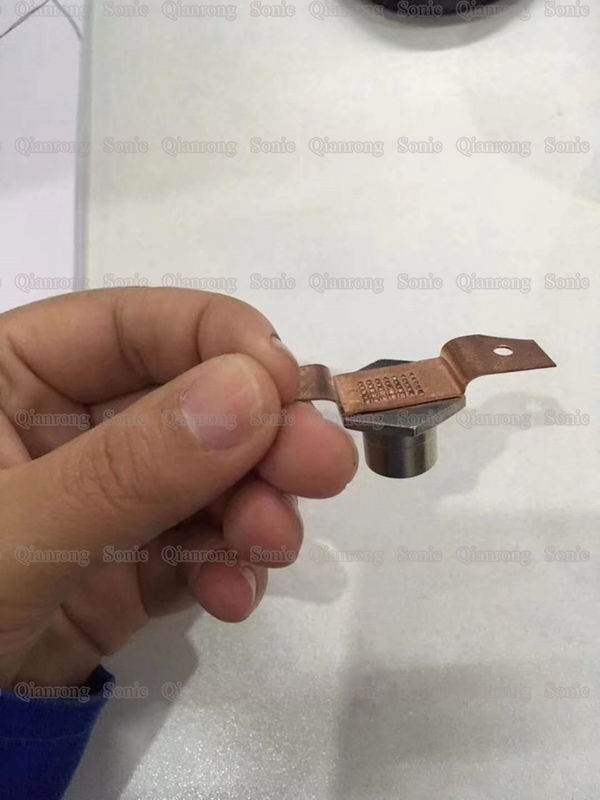
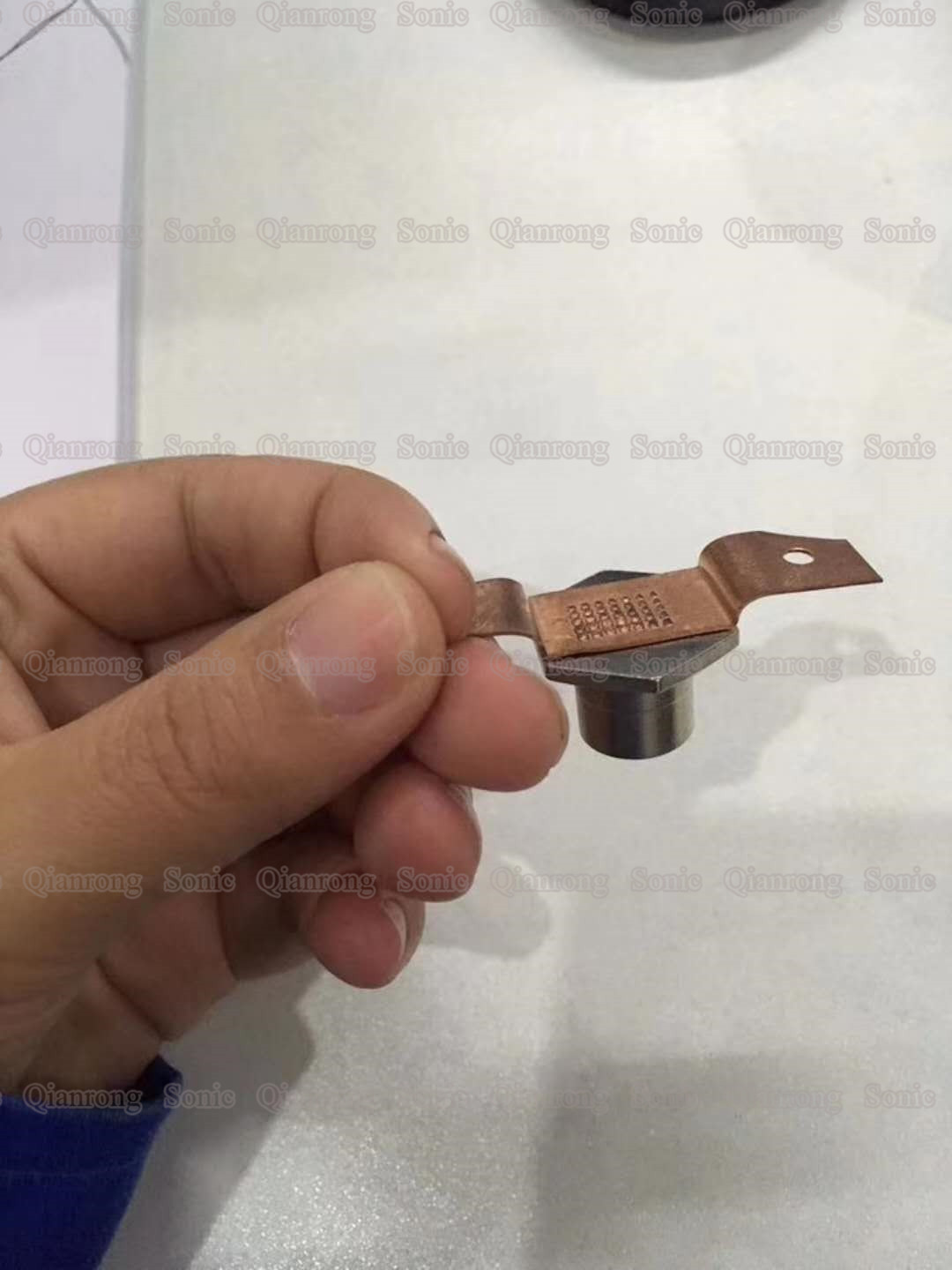
Заварка проводки сварочного аппарата и провода пятна металла комбинации ультразвуковая
Описание:
Ультразвуковой процесс заварки металла процесс между холодной заваркой прессы и заваркой трением которая использует хигх-денситы энергию произведенную высокочастотной механической вибрацией. Механическая вибрация головы заварки ультразвуковой заварки металла параллельна к поверхности воркпьесе. Во время заварки, статическое давление действует перпендикулярно на поверхности заварки через голову заварки, и в то же время перекрывает режа силу высокочастотной вибрации. Когда режа сила превышает предел упругости материала, часть контактирующей поверхности воркпьесе начинает смещать. Эта режа сила направление постоянн изменена на частоте десяток тысяч времен в секунду во время процесса заварки. Ломающ и извлекающ грязь на поверхности воркпьесе, поверхность чистого металла начинает контактировать в несколько точек. По мере того как высокочастотная вибрация продолжается, площадь контакта чистого металла расширяет до тех пор пока она не будет расширять в всю зону сварки, и в то же время, атомы сформированы на контактирующей поверхности. Диффузия, рекристаллизация металла производит точную зернистую структуру и показывает холодные характеристики деформации металла.
Спецификации:
| Деталь никакой | КР-Д2020А | КР-Д2030А | КР-Д2050А |
| Сила | 2000В | 3000В | 5000В |
| Воздушное давление | 0.05-0.9МПа | 0.05-0.9МПа | 0.05-0.9МПа |
| Частота | 20КХЗ | 20КХЗ | 20КХЗ |
| Напряжение тока | 220В | 220В | 380В |
| Вес рожка | 55КГ | 60КГ | 88КГ |
| Размер рожка | 550*280*380мм | 550*280*430мм | 550*380*660мм |
| Размер генератора | 540*380*150мм | 540*380*150мм | 540*380*150мм |
Ультразвуковой анализ отказа заварки пятна металла:
1. Лихорадка
Голова заварки будет иметь некоторое количество жары во время деятельности, которая причинена механической потерей самой материала и кондукцией жары вельдмент. Ли жара волос заварки нормальна или не, когда не нагружена нагрузка (ие, она не касается воркпьесе), ультразвуковая волна непрерывно испущена для больше чем полчаса, и температура не может превысить 50-70 градус цельсий. Если жара строга, то голова заварки повреждена или материалу неправомочный и нужно быть замененным.
2. Завывать
Когда завывать когда голова заварки работает, следующие причины должны быть проанализированы:
a. Винт установки свободен?
b. Треснута ли голова заварки
c. Ли голова заварки в контакте с объектами которые не должны находиться в контакте
3. Перегрузка
Когда генератор выдает сигнал тревоги перегрузки, он должен быть проверен следующим образом:
a. Тест нулевой нагрузки, если работая течение нормально, то оно может быть что голова заварки в контакте с объектом который не должен быть касан или регулировка параметра между головой заварки и местом заварки небезупречна.
b. Когда тест нулевой нагрузки не нормален, во первых наблюдайте имеет ли голова заварки отказы, ли установка тверда, тогда извлекает голову заварки и после этого уносит тест нулевой нагрузки для того чтобы исключить ли проблема с датчиком + рожком, и исключить его шаг за шагом. После исключать возможность отказа датчика + рожка, замените новый рожок для того чтобы определить.
c. Иногда ситуация где тест нулевой нагрузки нормален и не работающ как следует. Могут быть изменения в внутренности оригинала как голова заварки, приводящ в плохой ядровой передаче энергии. Здесь относительно простой метод суждения: метод касания руки. Работая голова или рожок имеют очень равномерную амплитуду когда работа на поверхности, и руке чувствует что бархатистый приглаживайте. Когда не передана ядровая энергия ровно, чувство пузырей или заусенцев косненный вручную. Методы исключения использованы для того чтобы исключить проблемные части. Такая же ситуация может произойти когда генератор не нормален, потому что нормально форма волны входного сигнала датчика должна быть ровной волной синуса, которая может также произойти когда шипы или анормалные формы волны на волне синуса. В это время, она может быть рассужена путем замена другого всего компонента акустической энергии.
Сварочный аппарат и провод пятна металла комбинации ультразвуковые обуздывают заварку
![]()
![]()